Установка печатающей головки 3D принтера на настольный ЧПУ, расширяет возможности использования гравировально-фрезерного станка, позволяя печатать 3Д модели из пластика. В итого получаем 3D ЧПУ способный воспроизводить изделия как из пластиковой нити методом печати так и из дерева методом фрезерования. Для управления процессом используются стандартные программы , и др.
Для 3D печати необходим файл формата STL, который поддерживается всеми программами 3D принтеров. Для конвертирования в STL можно использовать Soildworks, google Sketchup и другие программы. А также скачать готовые модели.
Для 3D печати на CNC станке Моделист3040 используем печатающую головку 3D принтера
Обычно в экструдерах 3Д принтеров используются терморезисторы 100К с нелинейной характеристикой, для работы с таким датчиком нужно использовать управляющую электронику от 3Д принтера. Чтобы использовать обычные доступные терморегуляторы датчик температуры необходимо заменить, например, на термопару типа К, что уже сделано в печатающих головках предлагаемых нашим магазином.
И любой терморегулятор, поддерживающий работу с термопарами типа К, например «ОВЕН 2ТРМ1-Н.У.РР», стоимость которого около 4 000,00 рублей.
Выбор двухканального терморегулятора, был связан с возможностью дальнейшего расширения и использования подогреваемой платформы
Так же понадобиться блок питания для нагревателя экструдера, с номинальным напряжением 12В и током не менее 3А, для возможности использования этого же блока и для питания нагревателя подогреваемой платформы и вентилятора экструдера, блок питания применен на ток 10А
Схема необходимых подключений показана на рисунке 1

Рисунок 1
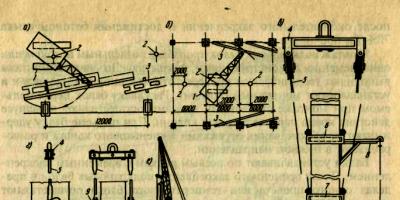
1. Снять крепление шпинделя и закрепить печатающую головку 3Д принтера, как показано на рисунках 2 и 3

Рисунок 2

Рисунок 3
2. Установить печатающую головку на станок Моделист3040, рисунок 4. Аналогично можно установить и на любой другой станок серии "Моделист"

Рисунок 4
3. Настраиваем драйвер оси А, к которому подключается мотор экструдера:
Рабочий ток двигателя 0,57А.
Шаг 1/16 (для более плавного выдавливания пластика).
В программе «CNC USB controller»
Файл → Настойки → Оси: включаем 4-ю ось и присваиваем ей букву «А».
Файл → Настойки → Настойки → Шагов/Единицу: устанавливаем «85»
Управление осью «А» будет: вниз - выдавливание пластиковой нити через экструдеру, вверх - возврат нити.
Перед тек как нажать на кнопку «возврат каретки в нулевое положение», сбросить счетчик оси А отдельно, иначе экструдер выдавит леску наружу.
4 Генерируем G-код в любой программе для 3D принтеров, например «RepetierHost», рисунок 5.

Рисунок 5. Генерируем G-код в программе для 3D принтеров «RepetierHost»
Для настройки генерации кода в программе «RepetierHost» для печати на гравировально фрезерном станке с ЧПУ, необходимо удалить команды которые добавляются в начале и в конце G- кода: разогрева головки, поиск нуля, охлаждение детали,и т.д.
6. Открыть G-код простым блокнотом, командой «заменить все» заменить букву «Е» на букву «А».
7. И запускаем 3D печать на ЧПУ станке.
Полная инструкция по установке и работе идет в комплекте с набором для установки экструдера на станки серии "Моделист"
Здравствуйте уважаемые друзья!
Думаю каждый из нас сталкивался с такой проблемой как перехлест пластика в катушке, когда не успел схватить конец прутка пластика, либо «недобросовестно» произведена намотка филамента, хотя может не каждый, но уверен многие встречались с этой проблемой.
И поэтому, сегодня я бы хотел рассказать, как я решил эту проблему. Итак, речь пойдет о самодельном станке по намотке пластика на катушку.
В вашем браузере отключен JavaScript
BX.ready(function()
{
BX.message({‘ENABLE_JAVASCRIPT’:’В вашем браузере отключен JavaScript’,’JS_PLAYLISTERROR’:’Произошла ошибка при загрузке списка воспроизведения’,’JS_CLICKTOPLAY’:’Нажмите для просмотра’,’JS_LINK’:’Скачать…’,’PLAYER_LOADING’:’Загрузка плеера’,’PLAYER_FLASH_REQUIRED’:’Плеер не может проиграть видео. Скорее всего у вас не установлен или отключен Adobe Flash Player’,’PLAYER_FLASH_CHECK’:’Возможно, у вас не установлен или отключен Adobe Flash Player’}); var init_player_bx_videojs_player_fed9c6828c4f96cbb1d6fazzuezS = function()
{
var player = new BX.Fileman.Player(‘bx_videojs_player_fed9c6828c4f96cbb1d6fazzuezS’, {‘autoplay’:false,’preload’:false,’controls’:true,’height’:’300′,’width’:’400′,’techOrder’:[‘youtube’,’html5′,’flash’],’fluid’:false,’notSupportedMessage’:’Не найдено подходящего способа для воспроизведения’,’errorMessages’:{‘4′:»},’sources’:[{‘src’:’https://youtu.be/raT9XsKlX-M’,’type’:’video/youtube’}],’skin’:’vjs-default-skin’});
if(!player.lazyload)
{
player.init();
}
};
if(typeof videojs == ‘undefined’)
{
window.videojs_player_timout = true;
BX.loadCSS([‘/bitrix/components/bitrix/player/videojs/video-js.css?152104137946625′,’/bitrix/components/bitrix/player/videojs/videojs-playlist.css?15210412601209’]);
BX.loadScript([‘/bitrix/components/bitrix/player/videojs/video.js?1521041379879350′,’/bitrix/components/bitrix/player/videojs/videojs-playlist-dev.js?152104126212856′,’/bitrix/components/bitrix/player/js/fileman_player.js?152104137911986′,’/bitrix/components/bitrix/player/videojs/youtube.js?152104137921017’], function()
{
setTimeout(function()
{
}, 100);
});
}
else
{
if(window.videojs_player_timout === true)
{
setTimeout(function() {
init_player_bx_videojs_player_fed9c6828c4f96cbb1d6fazzuezS();
}, 100);
}
else
{
init_player_bx_videojs_player_fed9c6828c4f96cbb1d6fazzuezS();
}
}
});
Что же нам приходится делать когда получается вот такое:
Или же вот такое:

Нам приходится снимать катушку, разматывать ее, и снова наматывать, и это в лучшем случае.
А что делать если Вы приобрели к примеру моток пластика длиной 400 метров?
Думаю здесь без посторонней помощи ну никак не справится, да и наматывать сотни метров пластика вручную как-то не очень.
В моем случае, когда я последний раз приобрел такой моток филамента без катушки, я поступил следующим образом, разрезал пустую катушку пополам, напечатал из пластика вставку, надел моток, и соединил две части катушки вместе.


Однако же, данный вариант мне не очень понравился, пластик свободно крутился на катушке, нет, в ходе печати это не создавало проблем абсолютно никаких, просто мне не понравилась свобода действий пластика .
И тут меня осенило, а почему бы самому не сделать станок, с помощью которого можно будет намотать пластик на пустую катушку, или же перемотать пластик с одной катушки на другую, в случае перехлеста, или же разделить пластик одного цвета, имеющийся только на одной катушке, на две катушки, чтобы печатать одновременно на двух принтерах.
Короче, я понял, что данный станок мне необходим
Ну и как все обычные люди настоящего времени, я рушил «погуглить»….однако же такого станка я не нашел, или умение поиска в сети интернет у меня ниже среднего, но это не суть).
Я решил изобрести станок сам, хотя это громко сказано … что там изобретать, ведь сам принцип действия такого станка уже давно известен — два вала, на которых находятся катушки, и шестерни, с помощью которых приводится в действие данный механизм.
Главными критериями создания моего станка должны быть простота в исполнении и доступность материалов сборки!
С учетом этих критериев, решил сделать из того что находилось под рукой. Основание я решил сделать из ДСП (древесно-стружечной плиты» толщиной 16 мм, а валы из металлических хромированных трубок диаметром 16 и 10 мм, такие трубки продаются в любом мебельном магазине. И то и то у меня имелось дома.

Размеры 680х130 мм и 160х130 мм.






Также в ход были пущены детали держателя катушки от кит-набора ZAV-MAX-PRO, который я приобрел больше полутора лет назад, лежавшие у меня без надобности.

Вот такой крепежный материал был использован при сборке станка (винты м3 и м5, еврошурупы, и обычные шурупы).

Здравствуйте уважаемые друзья!
Думаю каждый из нас сталкивался с такой проблемой как перехлест пластика в катушке, когда не успел схватить конец прутка пластика, либо "недобросовестно" произведена намотка филамента, хотя может не каждый, но уверен многие встречались с этой проблемой.
И поэтому, сегодня я бы хотел рассказать, как я решил эту проблему. Итак, речь пойдет о самодельном станке по намотке пластика на катушку.
Что же нам приходится делать когда получается вот такое:
Или же вот такое:

Нам приходится снимать катушку, разматывать ее, и снова наматывать, и это в лучшем случае.
А что делать если Вы приобрели к примеру моток пластика длиной 400 метров?
Думаю здесь без посторонней помощи ну никак не справится, да и наматывать сотни метров пластика вручную как-то не очень.
В моем случае, когда я последний раз приобрел такой моток филамента без катушки, я поступил следующим образом, разрезал пустую катушку пополам, напечатал из пластика вставку, надел моток, и соединил две части катушки вместе.


Однако же, данный вариант мне не очень понравился, пластик свободно крутился на катушке, нет, в ходе печати это не создавало проблем абсолютно никаких, просто мне не понравилась свобода действий пластика .
И тут меня осенило, а почему бы самому не сделать станок, с помощью которого можно будет намотать пластик на пустую катушку, или же перемотать пластик с одной катушки на другую, в случае перехлеста, или же разделить пластик одного цвета, имеющийся только на одной катушке, на две катушки, чтобы печатать одновременно на двух принтерах.
Короче, я понял, что данный станок мне необходим
Ну и как все обычные люди настоящего времени, я рушил "погуглить"....однако же такого станка я не нашел, или умение поиска в сети интернет у меня ниже среднего, но это не суть).
Я решил изобрести станок сам, хотя это громко сказано... что там изобретать, ведь сам принцип действия такого станка уже давно известен - два вала, на которых находятся катушки, и шестерни, с помощью которых приводится в действие данный механизм.
Главными критериями создания моего станка должны быть простота в исполнении и доступность материалов сборки!
С учетом этих критериев, решил сделать из того что находилось под рукой. Основание я решил сделать из ДСП (древесно-стружечной плиты" толщиной 16 мм, а валы из металлических хромированных трубок диаметром 16 и 10 мм, такие трубки продаются в любом мебельном магазине. И то и то у меня имелось дома.

Размеры 680х130 мм и 160х130 мм.






Также в ход были пущены детали держателя катушки от кит-набора ZAV-MAX-PRO, который я приобрел больше полутора лет назад, лежавшие у меня без надобности.

Вот такой крепежный материал был использован при сборке станка (винты м3 и м5, еврошурупы, и обычные шурупы).

Собрав основание, я решил его покрыть краской, чтобы вид был более эстетичный.

После сборки и первом запуске, механизм на удивление работал отлично.


В итоге получился вот такой станок, очень функциональный и практичный.

Я даже не сомневаюсь, что многие будут сейчас кричать и кидаться камнями, называя сие "что за колхоз?!" на что я заранее отвечу: "Да может и колхоз, но колхоз рабочий!"
К примеру около 400 метров пластика я намотал на катушку в течение 5 минут.
Также хочу дополнить, что данный проект не окончательный, это всего лишь первая экспериментальная модель, в будущем я планирую поместить в центре натяжитель и укладчик прутка, чтобы пруток ложился слой к слою, а пока роль укладчика и натяжителя выполняет свободная рука.
Кстати файлы для печати я выложил в свободный доступ на сайт thingiverse.com.
Вот ссылка: https://www.thingiverse.com/thing:2883014
Если Вы дочитали статью до конца, хочу выразить свои благодарность и признание, и мне будет очень приятно, если хоть кому то будет полезен мой труд.
Всем удачи и пока!
Порой в радиолюбительской практике возникает необходимость намотки большого количества витков провода для создания трансформаторов, дросселей, катушек и им подобных моточных изделий. Если речь идет о сотне витков особых проблем нет, мотается при помощи простейших механических приспособлений. Но когда нужно намотать несколько тысяч витков, да еще и виток к витку, то тут задумываешься об автоматизации этого весьма утомительного процесса.
Устройство, о котором пойдет речь, представляет из себя автоматический намоточный станок с укладчиком витков и индикацией процесса на символьном ЖК экране.
Интеллектуальным ядром устройства является знакомый многим микроконтроллер ATmega328P, расположенный на китайском варианте платы Arduino UNO. Контроллер через CNC Shield (плата расширения ЧПУ) управляет силовой частью устройства, состоящей из двух драйверов шаговых двигателей (ШД) на базе микросхемы DRV8825 и двух ШД 17HS3401 и 17HS4401 (полный оборот 200 шагов). Человеко-машинный интерфейс состоит из модуля поворотного энкодера KY-040 и символьного дисплея 16x2 с контроллером HD44780 и модулем связи по шине I2C на расширителе портов PCF8574A. Питание схема получает от импульсного БП 220AC-12DC 60W.
Микроконтроллер задействует драйвера «Z» и «A» при этом на CNC Shield-е для соединения драйвера «A» с пинами 12 и 13 ардуино необходимо установить перемычки D12-A.STP и D13-A.DIR. Режим работы DRV8825 выбираем с микрошагом 1/16 установив перемычки M2 на плате, это означает что на один шаг ШД (1,8°) необходимо подать 16 фронтов сигнала STP. Установку модулей DRV8825 необходимо произвести так как показано ниже.


После установки драйверов ШД необходимо обязательно выставить ограничение по току. При подключенном напряжении 12В к плате CNC Shield, но без электродвигателей, необходимо вращая подстроечный резистор выставить значения ограничений. Текущее значение контролируем мультиметром и вращая отверткой подстроечник, добиваемся значений напряжения для драйвера «Z» 0,68В и 0,52В для драйвера «A». Эти значения напрямую связаны с номинальным током ШД. Для 17HS4401 In = 1,7А, а для 17HS3401 In = 1,3А. Значение напряжения в щадящем для ШД режиме вычисляем по формуле Vref = 0,8*(In / 2).


Подключение I2C 1602 LCD выполняем к соответствующим выводам SCL, SDA, 5V, GND платы расширения. На модуле энкодера допаиваем подтягивающий резистор R1 10k если его там нет. Для устранения дребезга контактов необходимо собрать схему аппаратного подавления, ее можно оформить в виде модуля, дополняющего модуль KY-040 как показано ниже. Фильтры низких частот на R4-6 и C1-3 устраняют дребезг, а триггеры Шмитта МС 74НС14N восстанавливают фронт и спад сигнала.




Для подключения энкодера к ардуино соединяем пины X.STEP и CLK, Y.STEP и SW, X.DIR и DT а так же GND и +5V с соответствующими выводами платы.

Механическая часть намоточного станка это шесть стоек прикрученных к оргстеклу. Стоики напечатаны пластиком на 3D принтере, но при наличии должной пряморукости могут быть изготовлены другими способами и из других материалов. Основной вал (шпилька М6) приводится в движение ШД 4401 и на нем располагается каркас для намотки. Далее две стоики укладчика с валом диаметром 6мм и шпилькой М4 (шаг резьбы 0,7мм) на валу ШД 3401. Вращение двигателя приводит к линейному перемещению укладчика, при этом один шаг ШД дает перемещение L = шаг резьбы / шагов на оборот = 0,7/200 = 0,0035мм. Последние две стойки держат подающую катушку. Поджатием резиновой шайбы к подшипнику обеспечивается натяжение провода при намотке.
Программа для ATmega328P написана в среде разработки Arduino IDE на языке C++. Для успешной компиляции кода необходимо иметь установленную библиотеку LiquidCrystal_I2C.

Из основного меню можно попасть в подменю управления позицией шаговых двигателей POS CONTROL это необходимо для установки начальной позиции основного вала и укладчика. Подменю AUTOWINDING предназначено для ввода значений автоматической намотки. Работа с кнопкой энкодера, а также, с самим энкодером и драйверами ШД осуществляется через прерывания.
Исходный код содержит определенное количество комментариев для понимания работы, хотя понятно, что все разъяснить в комментариях невозможно и чужой код это всегда темный лес. Тем не менее, я думаю, что некоторые приемы, использованные в данной программе, пригодятся как начинающим ардуинщикам так и опытным пользователям этой платформы.



Результаты испытаний показали, что при правильном начальном позиционировании, станок обеспечивает точную автоматическую намотку слоев эмалированного провода диаметром от 0,06 до 0,5 мм. Варьируя значениями кол-ва витков (TURNS) и шага (STEP) можно добиваться режимов «виток к витку» и «равномерное заполнение окна».
На этом у меня все, прошу высказывать свое мнение в комментариях.



Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
|---|---|---|---|---|---|---|
| Плата Arduino | 1 | В блокнот | ||||
| Плата расширения Arduino | CNC Shield DRV8825 | 1 | В блокнот | |||
| Шаговый двигатель | 17HS4401S | 1 | В блокнот | |||
| Шаговый двигатель | 17HS3401S | 1 | В блокнот | |||
| Модуль поворотного энкодера | KY-040 | 1 | В блокнот | |||
| LCD-дисплей | 1602 HD44780 | 1 | В блокнот | |||
| Расширитель портов | I2C модуль на PCF8574A для LCD | 1 |
Раз в месяц, потом — раз в неделю, а теперь, похоже, мы стали свидетелями нового подхода к аддитивному производству, который приведет к ежедневному использованию 3D-принтера. Конечно, одним из наиболее подходящих мест для появления нового 3D-принтера является компания Kickstarter, и это ее последнее предложение не составляет исключения.
Названный Limitless ("беспредельный"), этот новый гибрид 3D-принтера и станка с ЧПУ, намерен соответствовать своему имени, обеспечивая пользователей возможностями нескольких инструментов, позволяющих выполнить разнообразные работы.
Идея Limitless была предложена изобретателем Джередом Адамсом (Jered Adams) из Колдуэлла (штат Айдахо), где у него и его группы возникла потребность в станке с ЧПУ высокого качества. Он должен был быть невелик по размерам, но при этом сохранять все характеристики профессионального станка с ЧПУ высокого класса. Кроме того, Адамс видел, как быстро развивается технология трехмерной печати, становясь новым стандартом инженерных процессов. В конце концов, Адамс и его группа подумали, "почему бы не объединить их вместе?". Вскоре после этого и появился Limitless.

Помимо своей уникальной способности быстро и без затруднений устанавливать различные инструменты, что, вероятно, делает Limitless действительно выдающимся изобретением, его надежный контроллер напоминает те, что устанавливаются на промышленном оборудовании. Инструменты одинакового размера, позволяют использовать универсальные контроллеры для их управления, однако за это, в конечном счете, может потребоваться заплатить производительностью станка. В случае Limitless каждый из его шаговых двигателей имеет собственный мотор с независимым электропитанием.
"Нам не понравилось, что все небольшие станки с ЧПУ и небольшие 3D-принтеры с целью экономии затрат используют один шаговый двигатель/контроллер, — говорит Адамс. — Контроллеры такого типа ограничены по возможностям и их сложно модернизировать. Наш Limitless использует наиболее совершенный контроллер, конфигурируемый пользователем. Поскольку контроллер использует не все входные и выходные сигналы, то это предоставляет пользователю значительную гибкость".

Помимо уникального дизайна контроллера и интеграции, Limitless также обладает достаточно большим рабочим полем. В целом, рабочий стол Limitless имеет размеры 23.5 x 33 дюймов (596.9 на 838.2 мм), с просветом по вертикали в 14 дюймов (356.6 мм). Это, фактически, делает его одним из самых больших на рынке гибридных инструментов с ЧПУ.

Для пользователей, которым требуется дополнительная функциональность от Limitless, компания планирует в ближайшем будущем добавить 6-осный контроллер, токарный инструмент, и, возможно, лазерный резак. Все эти дополнительные инструменты будут легко устанавливаться на ости Z, что, фактически, устранит необходимость в смене инструментальных головок.

А для тех, кто хотел бы использовать Limitless в качестве 3D-принтера, он, в конечном итоге, будет конфигурироваться для работы с несколькими экструдерами, хотя вначале будет поставляться с единственным экструдером, спроектированном в компании. Этот экструдер позволит работать с такими материалами, как HDPE, PVC, PVD, и полипропилен. Поскольку при использовании с ЧПУ станок способен работать с твердыми материалами, компания надеется, что применение более твердых материалов с 3D-принтером позволит пользователям создавать более прочные прототипы.

Если вам требуется решение, позволяющее работать с 3D-принтером и со станком с ЧПУ, то сложно спорить, что Limitless выглядит как хороший вариант "все в одном". Более подробную информацию можно найти на странице Limitless Kickstarter.