Стеклопакет – герметичное соединение двух или более листов стекла в единую конструкцию. Только герметичное соединение позволяет осуществить основной принцип термоизоляции – постоянно сохранять внутри стеклопакета сухой воздух или другой газ, например, аргон, которые являются лучшими термоизоляционными материалами. Если стеклопакет не герметичен, то в него попадает влага, постоянно присутствующая в воздухе, и сопротивление теплопередачи такого, уже не герметичного стеклопакета не будет отличаться от обычного остекления. В этом случае затраты на изготовление стеклопакета напрасны, т.к. купить и установить два стекла стоит гораздо дешевле.
Ниже дается описание основных аспектов технологии изготовления стеклопакетов и возможного оборудования для их производства, при этом учитываются следующие типы производства: Небольшое цеховое производство - производительность до 50 стеклопакетов в день; Промышленное производство - производительность до 300…400 стеклопакетов в день; Полностью автоматическое промышленное производство - производительность 400…900 стеклопакетов в день.
Основные применяемые продукты, а именно, стекло, дистанционная рамка, абсорбент (молекулярное сито) и герметики – более или менее одинаковы для всех типов производства. Технологии процесса, однако, отличаются, в зависимости от типа производства.
Тип производства, требующий меньших капитальных затрат на оборудование, это цеховое предприятие. Максимальная производительность такого предприятия не превышает пятидесяти стеклопакетов в день, при условии, что соблюдается технология изготовления стеклопакета.
Производство начинается с порезки стекла, которая выполняется вручную на обычном столе порезки. Вслед за этим, стекло разламывается и складывается на подставку (пирамиду). На следующем этапе стекло будет очищаться с использованием распылителя для чистки стекла или просто водой. В любом случае, стекло следует вытереть насухо тканью из хлопка или замшей. Рекомендуется удалять частицы пыли со стекла с помощью сжатого воздуха. Любой герметик «схватывается» только с чистыми и сухими поверхностями. Если эти условия не будут выдержаны, то в месте загрязнения герметизация будет недостаточной, и влага будет проникать во внутреннюю полость стеклопакета.
Одинаковое расстояние между стеклами (дистанцию) в стеклопакете выдерживают, используя полые алюминиевые или оцинкованные стальные рамки. Прямолинейные отрезки рамки скрепляется уголками. Уголки изготавливаются из пластика, литого цинка или стали. Материал уголка, при его выборе не является принципиальным. Самым важным фактором является механическая стабильность рамки. Что касается чистоты рамки, то к ней предъявляются те же требования, что и к стеклу: поверхности должны быть очищены от грязи, влаги и коррозийных веществ.
Подготовка дистанционных рамок может происходить одновременно с мойкой стекла. Алюминиевая дистанция должна быть порезана до необходимой длины. Нужно учесть, что периметр рамки всегда меньше периметра порезанного стекла.
С одной стороны в порезанную дистанцию вставляются уголки. Подготовленные таким образом дистанции теперь можно наполнить абсорбентом, предпочтительно с помощью воронки. Наполненные абсорбентом дистанционные профили собираются в рамку.
Затем рамка с двух сторон покрываются первым (внутренним) герметиком - бутилом. Это может быть бутиловая лента, наносимая на рамку вручную. Но лучше, если бутил наносится с помощью экструдера.
В этом случае бутил перед нанесением на дистанционную рамку нагревается до температуры 115…140°С, а это облегчает адгезию или «схватываемость» герметика с дистанционной рамкой.
Использование бутилового экструдера увеличивает скорость нанесения бутила на рамку, но требует дополнительных капитальных затрат. Экструдирование или нанесения бутила на рамку происходит следующим образом: после нагрева бутила до температуры, которая, согласно его типу, колеблется от 115°С до 140°С, бутил поступает в форсунки с помощью гидравлического пресса. Лента конвейера продвигает рамку вдоль форсунок, которые наносят на нее слой бутила постоянной толщины. Если вам не понравилось бутиловое покрытие, то его можно удалить и вновь повторить процесс нанесения покрытия.
Подготовленная таким образом рамка прикладывается к стеклу. Необходимо убедиться в том, что расстояние между кромкой стекла и тыльной стороной рамки (т.е. её наружной кромкой) одинаково по всему периметру стеклопакета. После этого прикладывают второе стекло. Герметизация бутилом обеспечивает только после того, как было выполнено прессование. Это можно сделать с помощью небольшого ручного пневматического пресса с роликами, который может двигаться вдоль кромок стеклопакета – это поможет сэкономить время. Поскольку нажатие ручного пресса регулируется с помощью редукционного клапана, то прессование всегда соответствует необходимым усилиям.
После прессования производится вторая или наружная герметизация. Самый дешевый способ нанесения герметика (в плане капитальных затрат) – это использование картриджей. Этот способ требует только смешивающего устройства и нагнетателя (инжектора) сжатого воздуха. Смешивающее устройство состоит из смешивающей спирали, управляемой двигателем, которую необходимо вставить в картридж. Чтобы избежать чрезмерного нагрева герметика, который ускоряет реакцию химического восстановления, максимально допустимая скорость вращения составляет 200 оборотов в минуту, а время смешивания не должно превышать 3 минуты.
Герметизация соединения обычно осуществляется на вращающем столе, оснащенном присосками, которые удерживают стеклопакет. Вращение стола обеспечивает легкий доступ к стеклопакету с любой стороны.
Минимальная толщина вторичного герметика для стеклопакетов, наполненных сухим воздухом – 3 мм, наполненных аргоном – 5 мм. Эти требования особенно важны в областях уголка.
Проникновение водяного пара через полисульфид не является линейной функцией его толщины, т.е. если толщину герметика уменьшить наполовину, скорость диффузии пара не удваивается, но значительно возрастает. Точно также удвоение толщины слоя герметика не приведет к уменьшению наполовину скорости проникновения, а лишь к небольшому его уменьшению.
Несмотря на то, что увеличение толщины прослойки герметика ведет только к незначительному улучшению качества, уменьшение толщины вызовет серьезный дефект, который, в зависимости от протяженности, может привести к преждевременному повреждению стеклопакета.
При необходимости, изготовленный стеклопакет может подвергаться заключительным операциям, таким как, например, удаление с помощью шпателя (лопатки) чрезмерно нанесенного герметика или корректировка области уголка. Можно корректировать герметизацию в области уголка, используя ерш из влажного хлопка.
При небольшом производстве стеклопакеты обычно герметизируются и прессуются в горизонтальном положении. В этом случае необходимо принимать меры, чтобы избежать провисания верхнего стекла под собственным весом. Особенно это касается стеклопакетов большого размера. Во время герметизации габаритных стеклопакетов, один угол надо оставляют открытым и заканчивать герметизацию, когда стеклопакет будет установлен в вертикальное положение. Это позволяет стеклу приобрести параллельно-плоское положение. Только после этого последний уголок герметизируется.
Готовые стеклопакеты устанавливаются вертикально на подставках, наклон в 5…6 градусов к вертикали уже удерживает их от опрокидывания. Такое положение для хранения прекратит дальнейшее уже ненужное прессование бутила. Горизонтальное хранение готового стеклопакета приводит к чрезмерному сжатию бутила и потере качества герметизации. Пробковые прокладки, помещенные между стеклопакетами, защищают поверхности стекла от повреждения при трении, которое может возникнуть при хранении или перевозке. После полимеризации герметика (время от трёх до двенадцати часов - определяется температурой в помещении и типом герметика), стеклопакеты готовы к отправке.
Стеклопакеты уже достаточно долго являются оптимальным вариантом заполнения любых типов профилей для остекления окон, балконов, дверей:алюминиевых, пластиковых, деревянных. От качества стеклопакета напрямую зависит качество готовых окон или дверей, поэтому технология изготовления стеклопакета играет значительную роль при его производстве. Любое отклонение от принятой технологии может повлечь за собой такие последствия, как полное нарушение работы готовой конструкции окна или стеклянной двери.
ХХI век – век автоматизации производства. Как и многие другие,производство стеклопакетов на сегодняшний день также является практически полностью автоматизированным. Десятки рабочих, которые ранее участвовали в процессе изготовления стеклопакетов, могут быть заменены одним-двумя рабочими, которые подают специально подготовленное стекло для последующей работы автоматов, и выгружают готовые стеклопакеты. Линия производства стеклопакетов, которая выпускает готовую продукцию, подразделяется на несколько отделов, где проходят определенные этапы. Подготовленное стекло проходит 5 стадий для того,чтобы стать стеклопакетом. Качество обработки стекла на каждой стадии является залогом качества готового стеклопакета.
Первая стадия изготовления стеклопакета – резка стекла
На этом этапе цельный лист подготовленного стекла проходит резку. Для этого используются специальные резочные столы и инструменты,которые меняются в зависимости от типоразмера предварительной заготовки для стеклопакета. В зависимости от необходимого результата, подбирается вид инструмента для резки, а также жидкость, с помощью которой она будет произведена. Если ранее эти процессы выполняли рабочие, то современное оборудование для резки является полностью механизированным,система управления процессом заложена в компьютер. Благодаря новейшим технологиям изготовления оборудования для разрезки стекла, становится возможным производить наиболее выгодный раскрой, экономя при этом значительное количество материала. Подготовленное для разрезки стекло перемещается по столу на воздушной подушке, что позволяет гарантировать его полную безопасность в процессе производства. После произведения разреза стекло ломается с помощью металлических стержней, которые располагаются в поверхности стола. Тем не менее, при любом разрезе с последующим разломом в стекле образуются невидимые глазу микротрещины.Вдоль линии, которая произведена резочным оборудованием, производится разлом и стекло раскалывается. Ровные края разлома являются непременным условием технологии, для чего разлом должен быть произведен практически одновременно с разрезом подготовленного стекла. Такое условие является следствием способности стекла к «самозалечиванию». Самозалечивание стекла происходит таким образом: после образования микротрещин, они склеиваются, в результате чего осуществить ровный разлом стекла практически невозможно. Именно для того, чтобы предотвратить это явление, инструмент вводит на поверхность разрезываемого стекла специальную жидкость, которая не дает стеклу «самозалечиваться».Жидкость для резки стекла должна иметь незначительную вязкость и хорошие увлажняющие свойства.
Вместе с разрезкой стекла, происходит еще один процесс, который подготавливает стекло к последующим этапам. Это резка спейсеров (дистанционные рамки) в соответствии с типоразмером данного вида стеклопакета, а также их соединение с помощью особых уголков и вставок.С внутренней стороны стекла в стеклопакете спейсеры должны иметь пробитые перфоратором отверстия. Пространство дистанционной рамки должно быть наполнено осушителем воздуха, который будет препятствовать образованию влаги внутри стеклопакета. Согласно стандартам,поглотителем в этом случае выступает молекулярное сито (цеолит, имеющий форму гранул) или силикатный гель. Такими осушителями должны быть заполнены все пустые места спейсеров, при чем размер гранул поглотителя влаги должен быть больше размера отверстий для дегидрации внутреннего пространства стеклопакета. Поглотитель должен обладать такими свойствами, которые позволят ему осуществлять выборочное поглощение газов. Необходимо, чтобы поглощались исключительно молекулы воды, а не молекулы прочих газов, которые являются составляющими воздуха. В качественных стеклопакетах, именно поглотитель влаги препятствует образованию конденсата в камере стеклопакета. Если готовый стеклопакет допускает образование влаги на стеклах, это означает нарушение технологии изготовления и наличие брака.
Однако при нарушении температурного режима, в котором должна осуществляться эксплуатация стеклопакета, возможно образование конденсата на стекле при достижении так называемой «точки росы». «Точкаросы» - это момент, когда поглотитель влаги стеклопакета уже не может справиться с количеством влажного воздуха внутри стеклопакета, что происходит в результате нарушения температурного баланса, и образовывается конденсат. Температура воздуха, которая вызывает появление конденсата для большей части стеклопакетов - –45С. Для регионов, в которых температура зачастую опускается ниже приведенной отметки, существуют специальные морозостойкие стеклопакеты, которые выдерживают температуры вплоть до –55С.
Тип стеклопакета играет решающую роль и при объеме заполнения дистанционной рамки или спейсера. Как правило, сопутствующая документация по технологии указывает более точные цифры, но как минимумэто 50% от общего объема спейсера. Изготавливается дистанционная рамкаиз металлического профиля или ленты: алюминиевого, стального. При изготовлении стального профиля для дистанционных рамок, происходит дополнительная обработка профиля или ленты антикоррозийным покрытием.Тем не менее, изготовление спейсеров из других материалов также возможно, при том условии, что общие требования и стандарты будут соблюдены.
Для того чтобы повысить теплоизоляционные характеристики стеклопакета, зачастую используются спейсеры с тепловым разрывом.Технология установки дистанционных рамок TPS является одной из последних разработок и позволяет значительно повысить уровень теплоизоляции стеклопакета. При этом спейсеры изготавливаются не из металлического профиля, а из бутилкаучука. Лента из этого материала существенно снижает проникновение холодного воздуха. Недостатками бутилкаучука являются его внешний вид и необходимость контроля влагопоглощаемости. Стеклопакет, дистанционные рамки которого изготовлены по технологии TPS, имеет некоторые задержки в поглощении влаги проникающей в стеклопакет, однако при долгом времени использования оконной конструкции, это играет не столь значительную роль.
Вторая стадия изготовления стеклопакета – мойка стекла
На этом этапе производится мойка разрезанного и подготовленного стекла с помощью специальных щеточек, расположенных внутри моечной машины. Для мойки стекол используют деминерализованную воду. Для того чтобы мойка не принесла поверхности стекла никаких повреждений,необходимо использовать щетинки строго определенной жесткости. Многие характеристики будущего стеклопакета зависят от правильного произведения стадии мойки подготовленного стекла. Ранее мойка производилась вручную, что значительно ухудшало его качество. При проведении мойки стекла не рекомендуется применение моющих средств.Одним из главных условий качественного стеклопакета является плотное прилежание герметика к поверхности стекла, а мойка вручную нарушает герметичность покрытия и соответственно лишает стеклопакет его высокихх арактеристик.
Третья стадия изготовления стеклопакета – нанесение герметика
После мойки стекла, на спейсерные заготовки наносится первичный слой герметика. Дистанционные рамки соединяются друг с другом с помощью уголков из металла или пластика, и на их поперечные стороны наносится слоем в несколько мм (минимум 3 мм) специальное покрытие из герметика.В виде герметиков на сегодняшний день используются бутилы. Существуют определенные стандарты, при нарушении которых происходит преждевременный выход стеклопакета из строя или несоответствие его характеристик заявленным. Герметичный слой должен быть строго равномерен, не иметь пустых промежутков и ширину не меньше 3 мм. Если производство стеклопакетов имеет ограниченные размеры, допускается ручное нанесение герметика (как и в случае ремонта стеклопакета,который может быть вызван нарушениями в технологии при его производстве).
Четвертая стадия изготовления стеклопакета – первичная сборка
После того, как на спейсеры нанесено герметичное бутиловое покрытие,производится предварительная сборка стеклопакета, которая включает в себя прикрепление подготовленных и очищенных стекол с дистанционными рамками, на которые нанесен герметичный слой. Цвет бутилового покрытия на этой стадии должен быть идеально черным. Если же на покрытии обнаруживаются белые следы, то это означает, что покрытие трогали руками (при ручном покрытии бутиловой лентой, работы должны быть проведены в специально предназначенных для этих целей перчатках) или стекло не было достаточно вымыто. Технология предусматривает так называемое «мягкое» покрытие поверхности стекла, которое является неустойчивым к влияниям внешней среды. Поверхность стекла с «мягким»покрытием является той стороной, которая находится внутри камеры стеклопакета. Необходимо, чтобы еще на стадии резки стекла поверхность,на которую будет нанесено бутиловое покрытие, была идеально очищена от«мягкого» покрытия для плотного прилежания бутила к стеклу, что обеспечит полную герметизацию, а также не повредит поверхности стекла.При этом с внешней стороны стеклопакета очищенная поверхность должна быть невидима, чтобы внешний вид стеклопакета не ухудшался.
После того, как произведена предварительная сборка, стеклопакет отправляется под пресс, который сжимает его для окончательной фиксации.Под прессом стеклопакет должен находится некоторое время для того,чтобы бутиловое покрытие проникло в верхний слой поверхности стекла для обеспечения надежной герметизации.
Как правило, для того, чтобы стеклопакет не разрушился в процессе сборки и монтажа, перед первичной стадией сборки, производят шлифовку краев стекла.
Пятая стадия изготовления стеклопакета – завершающая
После обработки стеклопакета прессом, производится покрытие боковых частей стеклопакета вторым слоем герметика, который предназначен для точного сохранения первичной геометрии стеклопакета во время его последующей эксплуатации. Для этого используются полиуретановые, силиконовые или тиоколовые герметики. При этом, температура в производственном помещении, где изготовляются стеклопакеты, должна быть не ниже +16С и не выше +25С; влажность воздуха не выше 50%.
Благодаря качественному изготовлению стеклопакетов, без нарушения технологии и стандартов, мы получаем действительно отличный продукт,который дополняет и улучшает характеристики оконного профиля. При установке высококачественных стеклопакетов, Ваши пластиковые окна будут отлично защищать помещение от холода и шума, а также служить прекрасным украшением дома. Ведь стекла – это отражение внешнего мира,и какими будут они, таким Вы будете видеть мир, который Вас окружает.
- Тепло и тишина,
- отсутствие сквозняков и естественный свет в доме,
- солнцезащита и ударостойкость,
- самоочищение и художественная выразительность -
все эти свойства окно приобретает прежде всего благодаря стеклопакету.
За последние годы стеклопакет превратился из простого продукта в инновационный, укомплектованный новейшими технологиями энергосбережения, солнцезащиты, самоочищения, безопасности.
Сегодня некоторые стеклопакеты способны не только частично или полностью заменить обогреватель или кондиционер, но и сделать Ваш дом художественно выразительным.
В арсенале средств эстета:
- витражным рисунком,
- декоративным переплетом,
- цветным стеклом,
- встроенными жалюзи желаемого оттенка,
- рамкой стеклопакета в цвет профиля и многим другим.
Изготовление стеклопакетов, особенно со специальными покрытиями — это многогранный и сложный процесс. Тончайшие напыления, невидимые для неспециалиста, делают стеклопакет теплосберегающим, солнцезащитным, самоочищающимся. Поэтому так важно в процессе изготовления не поцарапать его функциональные слои и собрать надежную конструкцию, которая прослужит десятилетия.
Первый этап. Раскрой и подготовка.
В самом начале на в цех поступает заказ. Точно по его размерам в автоматическом режиме происходит резка стекла и зачистка кромок от напыления на высокотехнологичном оборудовании.
Это важно!
Если кромка не обработана, стеклопакет нельзя надежно загерметизировать, «запечатать» сухой воздух или газ аргон внутри. (Недостаточность адгезии первичной и вторичной герметизации). Со временем это приведет к выпадению конденсата внутри стеклопакета. При необработанной кромке напыление под рамкой начнет окисляться, а стекло - покрываться разводами и менять свой внешний вид не в лучшую сторону.
Параллельно с подготовкой стекла проходит изготовление готовых форм дистанционной рамки. Внутрь засыпается молекулярное сито, поглощающее влагу внутри стеклопакета. Благодаря этому в дальнейшем конденсат между стеклами не выпадает.
Изготовление стеклопакетов - сложный технологический процесс, в который вовлечены разные участки работы и оборудования. Автоматизация, использование дорогих программных комплексов, высокая квалификация сотрудников гарантируют изготовление стеклопакетов со знаком качества - с маркировкой STiS.
Как сделать стеклопакет своими руками? В настоящее время в строительстве очень популярна установка пластиковых окон. Они отличаются высокой герметичностью, прочностью, длительным сроком эксплуатации. Стеклопакеты надежно защищают помещение от проникновения холода и шума.
Изготовление стеклопакета своими руками
Можно изготовить пакет самостоятельно в домашней мастерской при отсутствии специального промышленного оборудования. Надо очень тщательно герметизировать стеклопакет и все работы выполнять с предельной аккуратностью.
Материалы и инструменты:
- стекла;
- стеклорез;
- роликовый быстрорез;
- стеклоочиститель;
- металлический профиль;
- соединительные уголки;
- осушитель;
- герметик.

Прежде всего необходимо нарезать стекла соответствующих размеров. Для этой цели в домашней мастерской должен быть большой прочный стол, имеющий ровное покрытие. Нужно застелить стол плотной тканью.
Надо купить хороший стеклорез. Заранее надо подготовить большую линейку длиной 1,5 м. Стекла больших размеров вырезают при помощи роликового быстрореза. Для изготовления конструкции используют стекла толщиной 4 мм. Размеры их зависят от величины оконного проема.
После подготовки необходимых инструментов и материалов начинают резку стекол. После нарезки стекол их необходимо помыть и почистить. Для очистки стекла применяют жидкий стеклоочиститель.
Стекла должны быть идеально чистыми и прозрачными.
Затем изготавливают дистанционные рамки. Для этого нужно вырезать специальный металлический профиль необходимых размеров.
Заготовленный профиль сгибают под прямым углом при помощи соединительных уголков. Таким образом получают рамку.
До сгибания профиля его предварительно заполняют осушителем. Для этого в один его конец устанавливают уголок. Через отверстие в другом конце насыпают осушитель, имеющий гранулированную форму.

При этом профиль наполняют осушителем так, чтобы его 1/4 часть была не заполненной. Затем его свободный конец закрывают уголком. На соединительный уголок нужно установить следующий участок профиля и заполнить его аналогичным образом.
Таким способом собирают дистанционную рамку. Затем создают еще одну такую же рамку, так как в результате должен получиться двухкамерный стеклопакет.
Потом надо перенести чистое стекло на стол. При этом нужно быть очень аккуратным, чтобы его не испачкать. После этого нужно снять с торцовой стороны дистанционной рамки защитную пленку, закрывающую нанесенный на профиль специальный слой с бутилом.
Такой слой делают на производстве, он наносится на обе стороны профиля. Затем на рамке снимают защитную пленку с верхней поверхности.Потом нужно положить на рамку второе стекло, которое должно находиться на одном уровне с первым.
Далее вышеописанную процедуру выполняют для следующей рамки. После этого необходимо обжать пакет для того, чтобы бутил плотно соединился со стеклом. На этом первый этап герметизации стеклопакета заканчивается.
После этого заполняют внешний торец пакета герметиком из полиуретана и полисульфида. Для этого применяют специальный шпатель. После этого надо подождать 12 часов, пока высохнет герметик. После застывания герметик должен стать похожим на резину. Затем шлифуют неровности. Стеклопакет готов.
Стеклопакет – неотъемлемая часть окна. Его площадь занимает приблизительно 70% от площади всей оконной конструкции. По этой причине стеклопакету отведено особенное место в готовом изделии: увеличение теплоизоляционных свойств, обеспечение поглощения уличного шума, усиление световой проницаемости, ударостойкости, повышение сопротивляемости от воздействий ветра и снега. Как устроен стеклопакет, и какова технология его производства – поговорим в этой статье.
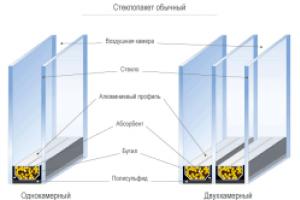
Стеклопакет представляет собой комплект (1), разделенные друг от друга на определенное расстояние, образуя таким образом герметичное межстекольное пространство, заполненное осушенным воздухом, либо иным газом.

Сделать стеклопакет герметичным и прочным удается за счет применения двух контуров герметизации, для которых используют разные виды герметиков (4,5).
Дистанционная рамка (2) выполнена из изолированного алюминиевого профиля, имеющего два ряда перфораций по всей его длине. В полость дистанционной рамки засыпается влагопоглотитель (3), так называемый селикогель, который впитывает всю влагу, проникающую в межстекольное пространство. Таким образом, остается лишь осушенный газ, служащий отличным теплоизолятором.
Дистанционная рамка в углах стыкуется между собой при помощи угловых элементов.

Стеклопакеты делятся на:
- однокамерные – два стекла, имеющие между собой промежуток;
- двухкамерные – три стекла, разделенные двумя промежутками между ними соответственно.
Стеклопакеты должны отвечать требованиям ГОСТ 24866-99 «Стеклопакеты клееные строительного назначения».
Основные физические характеристики стеклопакетов
Производство стеклопакетов
Технологическая схема производства стеклопакетов изображена на схеме:

Первым делом стекло нарезают на куски нужного размера. Эту операцию выполняют опытные стекольщики на специальных раскроечных столах при помощи алмазного стеклореза. По раскроечному столу разрезанные листы стекла перемещаются благодаря отверстиям на поверхности стола, через которые нагнетается воздух. Таким образом, стекло «едет» по поверхности стола на воздушной подушке.
Готовые листы прогоняют через специальный станок. Он срезает фаску с торцов, делая надломленные после резки края стекла немного закругленными. Это не только в будущем защитит рабочих от порезов, но и увеличит прочность стекла, не позволит листу крошиться с краев.
Затем стекла отправляют в печь. В месте отреза, а механически это самый настоящий надлом, скопились внутренние напряжения, их необходимо сбросить прежде, чем вставлять это стекло в раму. Иначе оно может треснуть.
Моют стекла при помощи моечных машин, различающиеся по числу щеток. При большем объеме производства применяют сборочные линии, которые состоят из моечных машин и пресса.
Засыпание влагопоглотителя (селикагеля) в полость дистанционной рамки осуществляется на специальном стенде.
Молекулярные сита характеризуются следующими специфическими свойствами:
- высокая адсорбция;
- пониженная точка росы;
- десорбция азота (благодаря этому стекло не деформируется при значительных перепадах температур окружающей среды, за исключением механических нагрузок и повреждений, а также увеличивается срок эксплуатации стеклопакета).
Первичный слой герметизации наносят при помощи высокопроизводительного бутилэкструдера. Бутиловые экструдеры различаются по скорости подачи бутила, объему загрузки, максимальной и минимальной ширине обрабатываемой дистанционной рамки и пр.
Затем к стеклу приклеивается дистанционный контур, и сверху устанавливается другое стекло. Выполнение операции осуществляется на сборочном столе или на сборочной линии стеклопакетов.
Собранный стеклопакет подвергают опрессовке. Обжим позволяет достичь максимальной непроницаемости и необходимой толщины стеклопакета.
После сборки и опрессовки стеклопакет отправляют на поворотный стол, на котором при помощи тиокол-экструдера на торцевую часть наносят вторичный слой герметизации. В качестве герметика чаще всего используют двухкомпонентный полисульфидный герметик тиокол.
Собранные стеклопакеты, изготавливаемые на предприятии, должны быть приняты отделом технического контроля предприятия-изготовителя на соответствие требованиям технологического процесса и ГОСТ 24866-99. Для выпуска качественной продукции необходимо контролировать, например, чтобы внутри стеклопакета отсутствовала пыль и грязь, чтобы основной слой герметизации был непрерывным и т.д. На основании результатов технического контроля специалист ОТК делает вывод о годности изделия и выписывает на партию паспорт.
После этого стеклопакеты подвергают сушке на специальных стендах, конструкция которых устроена обеспечить беспрепятственную циркуляцию воздуха.
Теперь стеклопакет готов.
Послесловие
В заключении хотелось бы отметить преимущества современных окон со стеклопакетами относительно окон с обычным остеклением. Во-первых, это значительное снижение теплопотерь, и как следствие, затрат на отопление. Во-вторых, окна со стеклопакетами характеризуются хорошей шумоизоляцией. А раньше как было, только вспомните: друзья звали гулять на улицу, не заходя за вами домой, а просто кричали в окошко. И все было слышно! В-третьих, этот момент понравится домохозяйкам, в современных окнах площадь доступных поверхностей меньше, то есть такие окна вымыть гораздо быстрее. Итак, выгода очевидна.