Канавочный резец является многофункциональным инструментом, который служит для создания канавок на внутренних и наружных цилиндрических поверхностях. Они обеспечивают нужный уровень жесткости в процессе работы, что очень важно при радиальной проточке. С их помощью можно осуществлять также и осевую проточку. Благодаря этому, производителям не нужно иметь много моделей для выполнения различных операций. Не нужно также прибегать к частой смене инструментов.
Резец для проточки канавок позволяет ускорить процесс создания изделий со сложной геометрией благодаря своей универсальности. Если сравнивать его применение с нефасонным типом, то канавочный резец обеспечивает намного лучшее качество обработки. Когда происходит вытачивание широких канавок, то с ними не возникает проблем, так как геометрия инструмента позволяет совершать устойчивую проточку с равномерным распределением усилий по всей пластине. Таким образом, износ поверхности происходит равномерно и не возникает брака во время длительной работы и многократных проходов. Это облегчает процесс контроля стружкодержателя. Канавочный резец изготавливается согласно ГОСТу 18885-73.
Виды канавочных резцов
Резцы токарные для канавок бывают двух видов, для наружной и для внутренней поверхности. Соответственно, для каждого типа работы требуется смена инструмента. Поэтому, при работе с несколькими деталями для начала обрабатывают одну поверхность на всех них, а потом идет работа с другой. Резец канавочный для внутренних канавок, как и резец канавочный внутренний имеют конструкцию, в которой могут меняться пластины.
При наружной обработке применение твердосплавных инструментов на пластинах оказывается практически бесполезным, так как они не дают необходимых результатов, а их стоимость оказывается слишком высокой. Если дело касается внутренней обработки, то здесь на первом плане становится вопрос жесткости и минимального диаметра обрабатываемой детали, так как в ином случае канавочный резец может попросту не влезть в отверстие. Таким образом, резец для внутренних канавок должен быть более жестким и тонким, чтобы он был универсальным в использовании.

Основные размеры и материалы
Резцы токарные для внутренних канавок выпускаются с твердосплавными пластинами:

фото:размеры канавочного резца для наружных канавок
Резец канавочный для наружных канавок выпускается с напайными твердосплавными пластинами:
| Высота, мм | Ширина,мм | Рабочая длина,мм | Диапазон ширины рабочей части,мм |
|---|---|---|---|
| 16 | 10 | 100 | 2-10 |
| 20 | 12 | 120 | |
| 25 | 16 | 140 | |
| 25 | 20 | 140 | |
| 32 | 20 | 270 | |
| 50 | 32 | 200 |
Когда подбирается резец под канавку, то очень важным параметром в нем является передний угол, который оказывает сильное влияние на виброустойчивость инструмента. Чем меньше величина угла, тем меньше устойчивость. Оптимальным вариантом здесь является величина в пределе от 15 до 25 градусов. Задний угол должен быть в пределах от 8 до 12 градусов.
Режущая кромка должна быть равномерной, так как в ином случае будут получаться неровные канавки. С учетом того, то резец канавочный чаще всего делается из твердосплавных материалов, то он достаточно сложный в заточке и тут стружка не разделяется на две части, а уходит только в одну сторону. Изделие, в отличие от некоторых других типов, имеет только один угол заточки.

фото:геометрия канавочного резца
Выбор канавочного резца
Чтобы канавочный резец прослужил долгий срок и был эффективным в использовании, к его выбору стоит отнестись достаточно ответственно. В первую очередь стоит обратить внимание на микрогеометрию пластины. Жесткие допуски при обработке деталей могут составлять около 0,025 мм. Существует несколько разновидностей формы режущей пластины, в результате чего зависит форма будущей канавки, так как она не всегда может быть плоской. Некоторые пластины универсального типа имеют криволинейную форму режущей кромки, так что дно получается выпуклым.
Геометрию кромки нужно подбирать очень точно, так как если будет неравномерно распределяться нагрузка, то износ пойдет во всех частях изделия по-разному и в итоге его уже нельзя будет использовать. Такая же ситуация происходит, когда лезвие начинает выкрашиваться, после чего его нужно немедленно заменить.
Режим резания
Ширина прорезания за один проход должна соответствовать требуемой глубине. Резец для канавок подается вручную. Это следует делать в минимальных пределах, примерно 0,1 мм за 1 оборот. Скорость резания ставится заметно меньшей, примерно на 20% меньше, чем при работе с другими резцами.
Есть несколько типов канавок, которые делаются различными приемами:
- Небольшие по размеру цилиндрической формы делаются за один проход станка. Резец ставят на заданное расстояние, затем доводят до соприкосновения с поверхность. Потом одним движением делается проход, в результате которого и происходит обработка изделия.
- Канавки на уступах и торцах выполняются подобным приемом. Только здесь глубину выдерживают согласно лимбу продольного перемещения, а диаметр – по лимбу поперечной подачи.
- Крупные канавки за один проход сложно обработать, так что они осуществляются за два приема. Первым делом проводится прямоугольная форма на всю требуемую глубину. После этого происходит смена резца и профильным резцом убирается металл, оставшийся с боков.
- Прямоугольные широкие канавки также делаются за несколько проходов. Здесь, как на первом проходе, так и на всех последующих, нужно медленно прорезать металл не на полную глубину. При достижении нужной глубины нужно очистить дно.
Маркировка резцов
На примере резца Т5К10 можно рассмотреть принцип маркировки этих изделий. Буква «Т» обозначает, что он относится к твердым сплавам титановольфрамовой группы и при этом карбида титана здесь 5% (число «5» в маркировке), а кобальта («К») – 10% (последнее число).
Производители
- Завод промышленных инструментов (Украина, Днепропетровск);
- Инструментальный завод;
- Укрметиз (Украина);
- Zenitech (Швейцария);
- Proma (Чехия);
- Itertool (Китай)
Расточные канавочные резцы:Видео
Следующая страница>>
§ 38. Прорезание канавок и отрезание. Резцы для прорезания наружных канавок. Резцы для отрезных работ.
Резцы для прорезания наружных канавок.
Узкие канавки протачивают прорезными или канавочными резцами. Форма режущей кромки резца соответствует профилю вытачиваемой канавки (рис. 77).
Рис. 77. Формы головок канавочных резцов
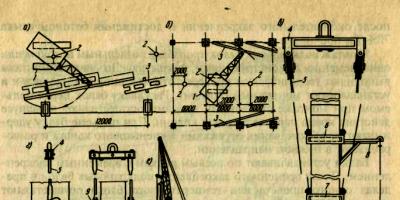
Прорезные резцы бывают прямые и отогнутые, которые в свою очередь делятся на правые и левые. Чаще применяют прорезные резцы правые прямые и левые отогнутые (рис. 78).

Рис. 78. Прорезные резцы :
а — прямой левый, б — прямой правый, в — отогнутый левый, г — отогнутый правый
Жесткость детали не всегда позволяет прорезать канавки заданной ширины за один проход резца. Когда необходимо проточить в нежесткой детали канавку шире 5 мм, эту канавку протачивают несколькими проходами канавочного резца с поперечной подачей. При этом на торцах и по диаметру оставляют припуск 0,5—1,0 мм для чистовой обработки. Окончательную обработку выполняют этим же резцом или канавочным резцом с режущей кромкой, равной заданному размеру канавки.
Резцы для отрезных работ.
Заготовки и детали отрезают отрезными резцами (рис. 79). Ширина режущей кромки отрезного резца зависит от диаметра отрезаемой заготовки. Ширину режущей кромки берут равной 3, 4, 5, 6, 8 и 10 мм. Головка отрезного резца делается несколько больше половины диаметра прутка, от которого отрезают заготовку, L>0,5D прутка.




Рис. 79. Отрезные резцы различной конструкции : а, г — для уменьшения трения между резцом и разрезаемым материалом, б — для получения ровного торца у отрезаемой детали, в — для уменьшения шероховатости поверхности, полученной после отрезания
Отрезные резцы делаются цельными, а также с пластинками из быстрорежущей стали или твердого сплава. Для уменьшения трения между резцом и разрезаемым материалом головку резца суживают к стержню на 1—2° с каждой стороны резца, угол λ=0, задний угол α=12° (рис. 79, а, г).
Канавочный и отрезной резцы следует устанавливать под прямым углом к оси обрабатываемой заготовки. Установка резца режущей кромкой даже на 0,1—0,2 мм выше оси обрабатываемой заготовки может привести к его поломке. При установке резца ниже оси заготовки на торце детали остается необработанный выступ. Расстояние от торца приспособления для закрепления прутка до торца после отрезки должно быть минимальным и не больше диаметра отрезаемого прутка.
При отрезании хрупкого материала заготовка отламывается раньше, чем резец подойдет к центру заготовки. В результате на торце заготовки остается выступ (бобышка). Для получения ровного торца у отрезаемой детали режущую кромку резца выполняют под углом 5—10° (рис. 79,б). После отрезки детали поперечная подача не выключается и производится срезание бобышки на заготовке. Для уменьшения шероховатости поверхности, полученной после отрезания, на задних вспомогательных поверхностях резца делают фаски (рис. 79, в) шириной 1—2 мм. Поперечная подача при прорезании канавок — от 0,05 до 0,3 мм/об для стальных деталей диаметром до 100 мм.
Скорость резания при прорезании канавок и при отрезании считается по исходному диаметру обрабатываемой заготовки и берется в пределах 25—30 м/мин, а при применении твердосплавных резцов — 125—150 м/мин.
Резцы для вытачивания канавок . У резцов, предназначенных для вытачивания канавок, форма режущей кромки должна точно воспроизводить профиль канавки. Резцы для вытачивания канавок называют прорезными .

Так как ширина канавок обычно небольшая, то и режущую кромку прорезного резца делают узкой (рис. 147), что создает опасность его поломки. Эта опасность увеличивается еще тем, что головку резца суживают по направлению к стержню на 1-2° с каждой стороны (рис. 148) для уменьшения трения боковых поверхностей о стенки канавки. Для повышения прочности прорезных резцов высоту их головок делают в несколько раз больше ширины режущей кромки. С этой же целью головке придают небольшой передний угол или делают радиусную (криволинейную) заточку.
Отрезные резцы . Для отрезания применяют резцы подобные прорезным, но с более длинной головкой (рис. 149). Чтобы сократить потери материала при отрезании, изготовляют отрезные резцы с возможно узкой режущей кромкой. Длина головки резца должна быть немного больше половины диаметра отрезаемого прутка или заготовки.

Прорезные и отрезные резцы изготовляют обычно составными (см. рис. 149): державка 2 делается из углеродистой стали, пластинка 1, приваренная или припаянная к державке, - из быстрорежущей стали или твердого сплава.
Отрезные резцы новаторов производства . Токари-скоростники успешно применяют отрезные резцы, оснащенные пластинками твердого сплава. На рис. 150 показан твердосплавный отрезной резец конструкции токаря-новатора т. Мехонцева. Резец имеет на передней поверхности выкружку, облегчающую сход стружки: упираясь в уступ, стружка обламывается отдельными полукольцами и вылетает из канавки.

Техник Д. Рыжков разработал токарный отрезной резец с механическим креплением пластинки твердого сплава (рис. 151) для разрезания деталей диаметром до 80 мм.

Корпус резца состоит из призматической державки 4 и узкой головки 5. В головке профрезерован паз, благодаря которому ее верхняя часть пружинит и при завертывании винта 3 прижимает пластинку твердого сплава 1. В головке устанавливается также твердосплавная пластинка 2, служащая для завивания и ломания стружки. Для предохранения пластинки 1 от сдвига в ее нижней поверхности имеются рифления. Такие же рифления имеются в корпусе головки.

Токарь-новатор завода «Красное Сормово» В. Годяев предложил улучшенную конструкцию отрезного твердосплавного резца (рис. 152). В этом резце пластинка твердого сплава получает путем шлифования клиновую форму с углом 60°. Такую же клиновую форму придают путем фрезерования пазу державки. Угловая форма пластинки и паза увеличивает площадь припайки пластинки в 1,5 раза и способствует созданию прочного крепления, препятствующего смещению пластинки под действием боковых сил. Это позволяет вести обработку с более высокими режимами резания. Скорость резания при отрезании достигает 100 м/мин и подача 0,4-0,5 мм/об.
Установка прорезных и отрезных резцов. При отрезании или прорезании глубоких канавок особое внимание надо обращать на точную установку и хорошее закрепление резца в резцедержателе, так как небольшая ошибка при установке (перекос резца) вызывает трение стенок канавок о боковую поверхность резца. В этом случае неизбежен брак и поломка резца.
Для проверки правильности установки резца пользуются уже обработанной цилиндрической частью детали, а при отрезании от заготовки устанавливают в центрах точно обработанный валик. Затем прикладывают угольник с обеих сторон резца. При этом с обеих сторон и по всей длине головки резца должен быть ясно виден угловой зазор не менее 1° (см. рис. 148).
Резцы для вытачивания канавок, а также отрезные резцы нужно устанавливать строго по высоте центров станка; это особенно важно при работе отрезными резцами. Расположение их выше или ниже оси центров может легко привести к поломке резцов.
2. Приемы вытачивания канавок и отрезания
Вытачивание узких канавок. Для вытачивания канавок устанавливают детали в патронах или центрах или же в патроне с поддержкой задним центром.
Место, в котором следует выточить канавку или отрезать деталь, определяется при помощи измерительной линейки. Узкие канавки вытачиваются за один проход резца.
Вытачивание широких канавок. Широкие канавки вытачиваются за несколько проходов. Порядок вытачивания широких канавок следующий:
1. Вначале намечают посредством линейки или шаблона границу правой стенки канавки и подводят резцедержатель с резцом (рис. 153, а). Установив правильно резец, ему дают поперечное перемещение на глубину канавки минус 0,5 мм на чистовой проход.
2. Затем, передвигая резец влево, как показано на рис. 153, б, расширяют канавку, при этом перед последним проходом (рис. 153, в) намечают с помощью линейки границу левой стенки канавки.
3. Окончательный проход резца показан на рис. 153, е: сначала резец подается по лимбу винта поперечной подачи на полную глубину канавки, а затем резцу дают продольное перемещение слева направо и обрабатывают канавку начисто.

Отрезание. При отрезании пруток вставляют в отверстие шпинделя и закрепляют в патроне так, чтобы длина а, остающаяся после отрезания, не превышала диаметра прутка (рис. 154). При отрезании нельзя допускать дрожания резца или детали, так как в этом случае резец может сломаться.

Деталь, установленную в центрах или в патроне с поддержкой ее конца задним центром, нельзя разрезать до конца, если отрезаемый конец не установлен в люнете. В противном случае в месте прореза может образоваться очень тонкий стержень, который под действием давления резца и веса отрезаемой части сломается, резец окажется защемленным и неизбежно произойдет его поломка.
Если режущую кромку отрезного резца заточить параллельно оси центров, то отрезаемая деталь может сломаться в тот момент, когда резец не дошел еще до центра. При этом на отрезанной части останется выступ (в виде бобышечки), который затем необходимо будет срезать. Если же для отрезания использовать отрезной резец, у которого правый угол режущей кромки идет впереди левого (рис. 155), то прорезание будет происходить до самого центра.

Бобышечка, оставшаяся на правой части заготовки, срезается подрезным резцом при последующей обработке.
При отрезании деталей большого диаметра требуется резец с длинной головкой. Чтобы уменьшить дрожание, рекомендуется: 1) производить отрезание при обратном вращении шпинделя, применяя изогнутый отрезной резец, который устанавливается режущей кромкой вниз (рис. 156); 2) производить подтяжку клиньев суппорта и затяжку винта зажима суппорта от продольного смещения; 3) увеличивать подачу до предельно допустимых значений; 4) применять обильное охлаждение.

3. Режимы резания при вытачивании канавок и отрезании
При вытачивании канавок и отрезании за глубину резания t принимают ширину прореза (см. рис. 148), а подачей s считают величину перемещения резца перпендикулярно к оси детали за один ее оборот.
Ввиду малой жесткости резца и плохих условий для отвода тепла при вытачивании канавок и отрезании применяют следующие подачи и скорости резания:
при работе быстрорежущими резцами по стали средней твердости величину подачи берут от 0,07 до 0,2 мм/об, а скорость резания - в пределах 15-30 м/мин;
при работе твердосплавными резцами по стали средней твердости величину подачи берут от 0,07 до 0,1 мм/об, а скорость резания - 150-180 м/мин. Таким образом, производительность твердосплавных прорезных и отрезных резцов в 5-6 раз выше по сравнению с резцами из быстрорежущей стали.
4. Измерение канавок
Вытачивание канавок производят с поперечной подачей, пользуясь лимбом винта поперечной подачи.
Диаметр выточенной канавки измеряют штангенциркулем (рис. 157), конечно, если канавка шире ножек штангенциркуля. Часто измеряют не диаметр канавки, а ее глубину, пользуясь для этого измерительной линейкой, шаблоном (рис. 158), штангенциркулем или штангенглубиномером.

Ширину канавки измеряют линейкой, штангенциркулем, шаблоном, калибром.
5. Брак при вытачивании канавок и отрезании и меры его предупреждения
При вытачивании канавок и отрезании возможны следующие виды брака:
1) неверное расположение канавки по длине детали;
2) неправильная ширина канавки (больше или меньше требуемой);
3) неправильная глубина канавки (больше или меньше требуемой);
4) неправильная длина отрезанной детали;
5) недостаточная чистота поверхности канавки или торца отрезанной детали.
1. Брак первого вида получается при неправильной разметке места под канавку или неверной установке резца и является результатом невнимательности токаря. Брак является неисправимым. Предупредить брак можно внимательной разметкой рисок под канавки, проверкой нанесенных рисок и правильной установкой резца по длине детали.
2. Ширина канавки получается больше или меньше требуемой, если ширина резца выбрана неверно. Брак неисправим, когда ширина канавки получилась больше требуемой; при ширине канавки меньше требуемой исправление возможно дополнительным вытачиванием.
3. Глубина канавки больше требуемой получается при неправильной длине прохода резца. Брак неисправим.
4. Неправильная длина отрезанной детали получается при невнимательной работе рабочего. Брак неисправим, если длина отрезанной детали получилась меньше требуемой.
5. Недостаточная чистота поверхности канавки, а также торца отрезанной детали получается по причинам, указанным выше (стр. 158) для такого же вида брака. Кроме того, причиной может являться неверная установка резца, касающегося боковым краем уже обработанной поверхности.
Контрольные вопросы
1. В чем заключаются особенности конструкции резцов для вытачивания канавок?
2. Для чего головка прорезного резца суживается по направлению к стержню?
3. Чем отличаются отрезные резцы от прорезных?
4. Как устанавливают отрезные и прорезные резцы?
5. Как устроен отрезной резец для отрезания при обратном вращении шпинделя (см. рис. 156)?
6. Как и чем измеряют расположение вытачиваемых канавок на детали?
7. Как проверяют ширину и глубину вытачиваемой канавки?
8. Укажите основные виды и причины брака при вытачивании канавок и отрезании.
Узкие канавки протачивают прорезными, или канавочными, резцами (см. рис. 6.9, г); форма режущей кромки резца при этом должна соответствовать профилю протачиваемой канавки. Жесткость заготовки не всегда позволяет прорезать канавку за один проход. Так, например, канавку шириной более 5 мм в нежесткой заготовке (нежесткой считается заготовка, у которой соотношение расстояния от шпинделя до прорезаемой канавки к диаметру заготовки составляет более 5) протачивают за несколько проходов канавочного (прорезного) резца при его поперечной подаче. При этом на торцах и по диаметру оставляют припуск 0,5… 1,0 мм для чистовой обработки. Окончательную обработку выполняют этим же резцом или резцом, ширина режущей кромки которого соответствует ширине канавки.

Отрезание заготовок от прутка осуществляют отрезными резцами (рис. 6.12). Ширину режущей кромки отрезного резца выбирают в зависимости от диаметра отрезаемой заготовки. Она может составлять 3,4, 5, 6, 8 и 10 мм. Длина головки отрезного резца должна быть несколько больше половины диаметра прутка, от которого отрезают заготовку. Для уменьшения трения между резцом и разрезаемым материалом головку резца при заточке сужают к стержню на 1… 2 ° с каждой стороны.
Канавочный (прорезной) и отрезной резцы следует устанавливать в резцедержателе под прямым углом к оси обрабатываемой заготовки.
Режущая кромка отрезного и прорезного резцов должна устанавливаться точно по линии центров, так как установка резца выше линии центров даже на 0,1… 0,2 мм может привести к его поломке, а при установке отрезного резца ниже линии центров на торце заготовки остается необработанный выступ.
При отрезании расстояние от места крепления (торцы кулачков трехкулачкового патрона) до головки резца не должно превышать диаметра отрезаемой заготовки.
При отрезании заготовка из хрупких материалов отламывается раньше, чем резец подойдет к ее центру, поэтому для получения ровного торца режущая кромка резца выполняется под углом 5… 10° (рис. 6.12, б).
Контроль обработки цилиндрических деталей осуществляется при обработке и по ее окончании. При черновой обработке заготовки контролируется правильность удаления металла в припуске, а по чистовой обработке проверяется соответствие размеров и качества обработанной детали требованиям чертежа или техническим условиям (требованиям). Контроль линейных размеров проводится при помощи штангенциркуля или микрометра (в зависимости от требований к точности обработки). Возможен контроль диаметра окончательно обработанных деталей с использованием калибр-скоб.
При контроле канавок проверяется их глубина и ширина. Глубину канавок можно измерить при помощи линейки, штангенциркуля с глубиномером или глубиномера. Ширина проверяется с помощью линейки или штангенциркуля. Для контроля ширины и глубины канавок возможно также использование шаблона (рис. 6.13).
Канавочные резцы (называемые также прорезными) благодаря особенностям их конструкции относят к многофункциональным инструментам, с помощью которых можно формировать канавки на заготовках цилиндрической и конической конфигурации. Такие технологические операции (в особенности связанные с радиальной проточкой) характеризуются значительными нагрузками, которые успешно переносит резец данного типа, отличающийся высокой жесткостью конструкции. Более того, резцы канавочного типа с успехом используются для выполнения осевой проточки и подрезки торцов, что делает их универсальными токарными инструментами.
Канавочные резцы для внутренних и наружных канавок с механическим креплением сменных режущих пластин
Целесообразно использовать канавочные для получения детали сложной конфигурации. Универсальность резцов данного типа в таких случаях позволяет минимизировать количество используемых инструментов и сократить время на переналадку оборудования. Примечательно и то, что применение канавочного резца при выполнении многих технологических операций позволяет формировать поверхности с более высокими качественными характеристиками, чем при использовании обычного токарного инструмента.
Особенно удачным является использование канавочного резца при создании на поверхности заготовок широких канавок. При выполнении данной технологической операции такой инструмент демонстрирует исключительную стойкость, износ его режущей пластины происходит равномерно даже при выполнении большого количества проходов. Что также важно, при использовании канавочного резца хорошо контролируется процесс стружкоотделения.
Требования к резцам канавочного типа, которые выпускаются в большом разнообразии типоразмеров, оговариваются положениями ГОСТа 18874-73.
ГОСТ 18885-73 и 18874-73, касающиеся канавочных резцов
С содержанием ГОСТ 18874-73 «Резцы токарные прорезные и отрезные из » и ГОСТ 18885-73 «Резцы токарные резьбовые с пластинами из твердого сплава» можно ознакомиться ниже:ГОСТ 18874-7
ГОСТ 18885-73
Виды канавочных резцов
Среди токарных инструментов для формирования канавок выделяют резцы для внутренней и наружной обработки. И первые, и вторые могут быть полностью изготовленными из твердосплавных материалов либо иметь сменную режущую часть. Твердосплавные резцы – достаточно дорогостоящий инструмент, поэтому его использование должно быть экономически целесообразным. При выполнении наружных работ обычно используют изделия со сменными пластинами, применять твердосплавные канавочные резцы в таких случаях не имеет смысла.
Совсем иначе обстоит ситуация с обработкой внутренних канавок. Здесь надо учитывать диаметр отверстия, в которое предстоит завести резец, а также жесткость инструмента. Требованиям, по которым резец обладает минимальным размером своей державки и достаточной жесткостью для выполнения обработки металла, удовлетворяют только твердосплавные канавочные инструменты.
Естественно, когда условия обработки и геометрические параметры обрабатываемой детали позволяют, для формирования наружных и внутренних канавок целесообразнее использовать недорогой инструмент со сменными пластинами.
Геометрия и размеры резцов канавочного типа
Поскольку резцы канавочного типа испытывают значительную нагрузку в процессе выполнения обработки, что определяет повышенные требования к их жесткости, их изготавливают с напаиваемыми твердосплавными пластинами, характеристики которых оговариваются в ГОСТе 2209-82. Требования же к самому резцу, как сказано выше, приведены в ГОСТе 18874-73.
Основная особенность геометрии резцов канавочного типа состоит в том, что форма их режущей части должна точно соответствовать форме канавки, которую планируется получить с их помощью. Канавки, создаваемые на поверхности заготовки, как правило, имеют небольшую ширину. Соответственно, режущая часть инструмента, с помощью которого их формируют, тоже достаточно узкая, что делает ее очень уязвимой к механическим повреждениям. Кроме того, рабочая головка с каждой боковой стороны имеет сужение по направлению к державке (на 1–2 градуса). Такое сужение боковых сторон режущей части необходимо для того, чтобы уменьшить их трение о стенки формируемой канавки.

Чтобы повысить прочность режущей головки канавочного токарного инструмента, ее высоту делают значительно больше, чем ширину. Для этого также необходимы небольшой передний угол и заточка режущей кромки с небольшим радиусом (криволинейная). Оптимальными величинами углов резания для резцов канавочного типа являются 15–25 0 (передний), 8–12 0 (задний).
Ширину рабочей части канавочного инструмента, которая, согласно требованиям ГОСТа 18874-73, может варьироваться в широком диапазоне, выбирают в зависимости от того, какой ширины канавку необходимо сформировать на наружной или внутренней поверхности обрабатываемой заготовки.
Правила выбора
Первое, на что следует ориентироваться при выборе канавочного токарного инструмента, – это чертеж готового изделия, на котором указаны как размеры и форма канавок, так и допуски на точность их геометрических параметров. Естественно, оказывает влияние на выбор резца и его геометрических параметров материал, из которого выполнена заготовка.

При формировании канавок на деталях небольшого размера особенно важно выдерживать небольшую силу резания, что позволяет минимизировать деформации, возникающие в процессе обработки. Обеспечивает соблюдение этого требования острая заточка канавочного инструмента, которая, тем не менее, может привести к его поломке, если неправильно подобран материал твердосплавной пластины и режимы резания – скорость вращения заготовки и величина подачи.
При выборе канавочного резца также следует учитывать форму его режущей кромки, которая может быть прямолинейной и заточенной с небольшим радиусом. Естественно, не следует выбирать изделие с криволинейной заточкой режущей кромки, если дно канавки, согласно предоставленному чертежу, должно быть прямым.

Особенности токарной обработки с использованием канавочного резца
Режимы резания при использовании резцов канавочного типа имеют некоторые отличия от режимов обработки заготовки токарными инструментами других типов. Так, за глубину резания принимается величина, равная ширине формируемой канавки, а подачу инструмента за один оборот детали измеряют в направлении, перпендикулярном ее оси. Величину подачи в зависимости от материала, из которого изготовлена режущая часть канавочного инструмента, выбирают в пределах 0,07–0,2 мм/об, а скорость резания – 15–180 м/мин.
На поверхности заготовки можно получать канавки нескольких видов.
- Узкие канавки, ширина которых соответствует ширине режущей части инструмента, выполняются за один проход резца, который подается вручную. Перед этим на поверхности детали определяют точное место расположения канавки, а затем выставляют напротив этого места резец и осуществляют его подачу.
- Канавки на уступах и торцах детали выполняются по такому же принципу, их диаметр выставляют при помощи лимба поперечной подачи, а глубину – по лимбу продольного перемещения суппорта.
- Широкие канавки делают за несколько проходов по следующей схеме. Сначала определяют место расположения правого края канавки и выставляют напротив данного места резец. При помощи поперечной подачи резец врезают в деталь на глубину, которая на 0,5 мм меньше глубины нарезаемой канавки (такой припуск оставляют на чистовую обработку). Затем при помощи продольной подачи канавочный инструмент начинают перемещать к левому краю нарезаемой канавки, граница которого предварительно намечена. После того как черновая канавка сформирована, ее дно обрабатывают начисто – на требуемую глубину, осуществляя продольную подачу резца слева направо. В том случае, если необходимо сформировать канавку с очень точным расположением ее левого и правого краев, при черновой обработке на них также могут быть оставлены припуски, которые затем снимаются при помощи поперечной подачи канавочного или подрезного резца.